�N�C�Y����Љ�T�|�Q�Y�Ƃ̔��B�E�o�ϐ����Q
| �Y�Ƃ̔��B�E�o�ϐ����Q |
| ������ҁ� |
601�@�����Ƃɂ�����u�Z�����Y�v�Ƃ͉����H�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@| �@���҂��@�b�@�@�@�@ |
�@���̖��́A�����ԎY�ƂƂ͒��ڊW�͂���܂��A��q�̗����ƂƐl�Ԑ��̖��Ƃ͑傢�ɊW������A����̐��Y����̓�����肤�d�v�Ȍ��ƂȂ�Ǝv���܂��B
�@�����āA����́A���Ă̂悤�ȑ�ʐ��Y�i���i���ʐ��Y�j�̎��ォ��A����҂ׂ̍����j�[�Y�ɑΉ������A���i�폭�ʐ��Y�̎���ɂȂ�܂����B�����œ��{�̘J���҂̗D�ꂽ�Z�p�Ɛ��Y�ӗ~�i���`�x�[�V�����j�����鐶�Y�̕��@�Ƃ��āA�܂��A���{�̐����Ƃ������̑O�Ɉׂ����ׂ�m��Ȃ��Ƃ������畜���ł�����Ƃ��āA���A�Z�����Y�����ڂ���Ă���̂ł��B |
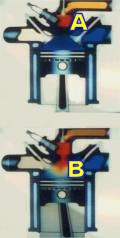
| 602�@�P�X�P�R�N�Ƀt�H�[�h���J���҂̓������Q�{�ɏグ�����R�͉����B�H�@�@�@�@| �@�@���҂��@�b�@�@�@ |
�@����́A�O�̖��Ɣ�ׂ�ƁA�͂邩�ɓ�����ł��B
|
| 603�@�t�H�[�h���f��T�̉��i�͏���������850�h������P�O�N��ɂ͉��h���ɂȂ������H�@�@�@�@| �@���҂��@�b�@�@�@�@�@ |
�@�t�H�[�h���f��T�iT�^�t�H�[�h�j�́A�P�X�O�W�N�ɔ�������܂����B |
| 604�@���{�l�́��������̍u�`���Ȃ��Ă��ށH�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@| �@���҂��@�b�@�@�@�@�@ |
�@�����A�t�����X�l�ƃA�����J�l�Ɠ��{�l���A��l���A���u�Q�����̕ߗ��ƂȂ����B�R�l�Ƃ��E�����O�ɂЂƂ��Ō�̊肢�������Ă��炦�邱�ƂɂȂ����B�t�����X�l�́A���́w���E�}���Z�C�G�[�Y�x���̂킹�Ă���Ɨ��B
|
| 605�@�{�c�@��Y�̎��s�Ƃ͉����H�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@�@| �@���҂��@�b |
�@���{�̎����ԎY�Ƃ̘b������ꍇ�A�g���^�������Y�����A�z���_�ɔM�������𑗂��Ă��܂��̂́A�������ł��傤���B
�@�ނ́A���̗��u�`���̐l���͉��X�ɂ��Ă����ł����A���w�Z����͘r���ŁA���ƂȂ����n���ɕ�����Ƃ������q�ǂ��ł͂���܂���ł����B���R�Ȃ���A���т͈����Ȃ�܂��B
�@�@���ڍׂ́A�z���_�e�P�̌����z�[���y�[�W�� |
| 606�@�Q�O���I�̗D�G�Z�p�ԂɗB��I�ꂽ���{�ԉ����H�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@�@| �@���҂��@�b |
�@�����́A�z���_�E�V�r�b�N�b�u�b�b�ł��B�A�����J�̋��厩���ԃ��[�J�[�r�b�O�R���B���s�\�Ƃ���Ă����A�����J�̉�����C��������@�i��Ă����c���̖�������ĕʖ��}�X�L�[�@�j�𐢊E�ŏ��߂ăN���A�[�����Ԃł��B |
| 607�@�t�H�[�h�Ђ������o�����̐l�X�̌ď̂́H�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@| �@���҂��@�b |
�@���[�E�A�C�A�R�b�J�́A�t�H�[�h�В�����C���ꂽ���ƁA�P�X�V�W�N�P�P���ɂ̓��C�o���̎����ԉ�ЃN���C�X���[�Ђɓ��Ђ��A�m���̏�Ԃɂ��������Ђ𗧂Ē����A����E����y���܂��B���̔ނ��A�P�X�W�T�N�ɏo�ł����{�ɁA�t�H�[�h����̘b���o�Ă��܂��B |
| 608�@�N�������̌��ݍH���̎��̏}�E�҂͉��l�ł����H�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@| �@���҂��@�b |
�@�������S�_���Ɣ��d���̌��݂Ɋւ��āA���d�͂̃z�[���y�[�W�ɂ́A���̂悤�ɋL����Ă��܂��B
|
|�@�O�̕���̖����@| �@���̕���̖��҂��@�b�@���̕���̖����@|